| 品牌:宁波百川联系13567822090微信同号 | 型号:bch | 内径:5mm |
| 外径:17mm | 旧型号:sg15 | 厚度:5mm |
| 重量:8kg | 保持架及其材料:J钢板冲压 | 使用特性:高温 |
| 用途:通用 | 滚动体列数:双列 | 滚道类型:深沟滚道 |
| 样品或现货:现货 | 轴承材质:高温轴承钢 | 滚动体类型:球 |
| 密封盖:双面密封 | 滚动体:钢球 | 精度等级:P0 |
百川轴承 | ≈(g) | dw | d | D | C | B | L | d2 | H | Cw (KN) | Cow (KN) | Fr perm (KN) |
SG15/ | 8 | 6 | 5 | 17 | 8 | 5.75 | 20.46 | 8.6 | 1 | 1.27 | 0.82 | 1.3 |
SG15-10 | 9 | 10 | 5 | 17 | 8 | 5.75 | 25.5 | 8.6 | 1 | 1.27 | 0.82 | 1.3 |
SG20 | 25 | 8 | 6 | 24 | 11 | 7.25 | 28.62 | 11.1 | 1.2 | 3.4 | 1.7 | 1.3 |
SG15N | 8 | 6 | 5 | 17 | 8 | 5.75 | 20.46 | 8.6 | 0.5 | 1.27 | 0.82 | 1.3 |
SG20N | 25 | 8 | 6 | 24 | 11 | 7.25 | 28.62 | 11.1 | 0.7 | 3.4 | 1.7 | 1.3 |
SG25NPP | 49 | 10 | 8 | 30 | 14 | 8.5 | 35.77 | 13 | 1 | 3.67 | 2.28 | 1.3 |
宁波百川轴承科技有限公司位于东海之称浙江宁波-------中国微小型深沟球轴承最重要的产业区,公司已***的全自动生产设备,对每一只产品严密检测把关, 确保产品的质量, 生产出进口的质量, 国产的价格, 制造出高品质,***,长寿命的质量产品,产品的质量决定产品的寿命,公司以完善的售后服务,对每一只产品负责,还公司售出的产品,在没使用前发现质量问题公司免费调换同型号同规格的产品。让每一位客户用得放心本公司规格型号齐全,欢迎来电13567822090 QQ707962901咨询 | ||||||||||||
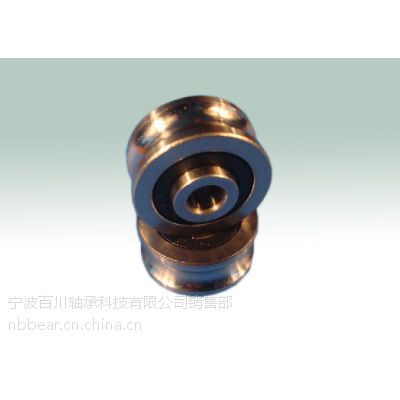
凹型U槽SG15/ZZ/2RS导轨滚轮轴承 | |
内径 (d) | 5mm |
外径 (D) | 17mm |
外圈宽度 (C) | 8mm |
内圈凸出度 (B) | 1.75mm |
槽形状 | U型槽 |
槽直径 | 6mm |
基本额定动负荷 Cr(KN) | 1.27 |
基本额定静负荷 Cor(KN) | 0.82 |
重量(克) | 8 |
材料 | Gcr15轴承钢 |
SG导轨滚轮轴承套圈及滚动体材料采用Gcr15轴承钢,经真空淬回火处理,具体更高的强度和耐磨性。独特的“沉头”的设计使SG系列导轨滚轮可应用于扁平的,对安装空间特别紧凑的导轨,与导轨滚轮配套的固定轴承装入导轨滚轮后不会突出或很少突出到轴承平面。 宁波百川轴承科技有限公司专业生产《导轨滚轮轴承W系列.SG系列.LV系列.LFR系列LR系列.汽车轮毂轴承和单元.矫直轮轴承等》。滚动轴承的装配原则:滚动轴承的装配一般有压入装配法、温差装配法及工频感应加热器等。 1、在装配滚动轴承前,应根据滚动轴承的防锈方式,选用适当的清洗剂和方法清洗洁净。 2、在装配前应用内、外径千分尺检查轴承套的内径及轴颈的直径,其配合公差必须符合图纸要求。 3、滚动轴承装在对开式轴承座内,轴承盖和轴承座的结合面间应无间隙,但轴承外圈与轴承座两侧的瓦口处应留出一定的间隙。瓦口的侧间隙可用塞尺测量检查,如果间隙太小或出现“夹帮”现象时,可用刮刀刮削,为增大间隙。 4、滚动轴承装配,有打入法、压入法和热装法。打入法在捶击时,应采用紫铜棒或套管作为传递力的工具,使作用在轴承上的力对称。压入法是用压力机代替锤击,仍然利用套管传递力量。热装时严禁用火焰直接加热,应用80~90℃热油加热,油温不宜超过100℃。轴承加热时不得与加热油箱座接触,应将轴承吊挂在油层中部,以免局部过热引起退火。 加热时间不得少于15min,使内套膨胀到要求的数值后再装配。热装过程中不得停顿,应快速一次将轴承装到正确位置上。如轴承内钢球保持架为不耐油塑料,则宜用水加热,但装配后应及时将水分擦干。SG10ZZ/2RS/4*13*6 =SG15ZZ/2RS/5*17*8=SG20ZZ/2RS/6*24*11=SG25ZZ/2RS30*14.欢迎来电微信同号13567822090 13819567201 QQ707962901电子邮箱;nbbearings@163.com咨询 | |
凹型U槽SG10/ZZ/2RS导轨滚轮轴承 | |
内径 (d) | 4mm |
外径 (D) | 13mm |
外圈宽度 (C) | 6mm |
内圈凸出度 | 1mm |
槽形状 | U型槽 |
槽直径 | 5mm |
基本额定动负荷 Cr(KN) | 1.05 |
基本额定静负荷 Cor(KN) | 0.8 |
重量(克) | 6 |
材料 | Gcr15轴承钢 |
SG导轨滚轮轴承套圈及滚动体材料采用Gcr15轴承钢,经真空淬回火处理,具体更高的强度和耐磨性。独特的“沉头”的设计使SG系列导轨滚轮可应用于扁平的,对安装空间特别紧凑的导轨,与导轨滚轮配套的固定轴承装入导轨滚轮后不会突出或很少突出到轴承平面。 宁波百川轴承科技有限公司专业生产《导轨滚轮轴承W系列.SG系列.LV系列.LFR系列LR系列.汽车轮毂轴承和单元.矫直轮轴承等》。滚动轴承的装配原则:滚动轴承的装配一般有压入装配法、温差装配法及工频感应加热器等。 1、在装配滚动轴承前,应根据滚动轴承的防锈方式,选用适当的清洗剂和方法清洗洁净。 2、在装配前应用内、外径千分尺检查轴承套的内径及轴颈的直径,其配合公差必须符合图纸要求。 3、滚动轴承装在对开式轴承座内,轴承盖和轴承座的结合面间应无间隙,但轴承外圈与轴承座两侧的瓦口处应留出一定的间隙。瓦口的侧间隙可用塞尺测量检查,如果间隙太小或出现“夹帮”现象时,可用刮刀刮削,为增大间隙。 4、滚动轴承装配,有打入法、压入法和热装法。打入法在捶击时,应采用紫铜棒或套管作为传递力的工具,使作用在轴承上的力对称。压入法是用压力机代替锤击,仍然利用套管传递力量。热装时严禁用火焰直接加热,应用80~90℃热油加热,油温不宜超过100℃。轴承加热时不得与加热油箱座接触,应将轴承吊挂在油层中部,以免局部过热引起退火。 加热时间不得少于15min,使内套膨胀到要求的数值后再装配。热装过程中不得停顿,应快速一次将轴承装到正确位置上。如轴承内钢球保持架为不耐油塑料,则宜用水加热,但装配后应及时将水分擦干。SG10ZZ/2RS/4*13*6 =SG15ZZ/2RS/5*17*8=SG20ZZ/2RS/6*24*11=SG25ZZ/2RS30*14.欢迎来电微信同号13567822090 13819567201 QQ707962901电子邮箱;nbbearings@163.com咨询 | |